1.1 Noţiuni generale
Din 1987 când a fost comercializată prima maşină de fabricare rapidă a prototipurilor (RP),prin stereolitografiere (SLA), au fost dezvoltate foarte multe alte tipuri de maşini RP folosind diferite tehnologii de fabricaţie. Între acestea se pot aminti sinterizarea selectivă cu laser (SLS), solid ground curing (SGC), laminated object manufacturing (LOM), tipărirea tridimensională (3DP), fused depozition modelling (FDM), solid creation system (SCS), solid object ultraviolet – lasr plotter (SOUP), selective adhesive and hot press (SAHP), multi – jet modelling system (MJM), direct shell production casting (DSPC), multiphase jet solidification (MJS), prelucrarea cu particule balistice (BPM), etc.
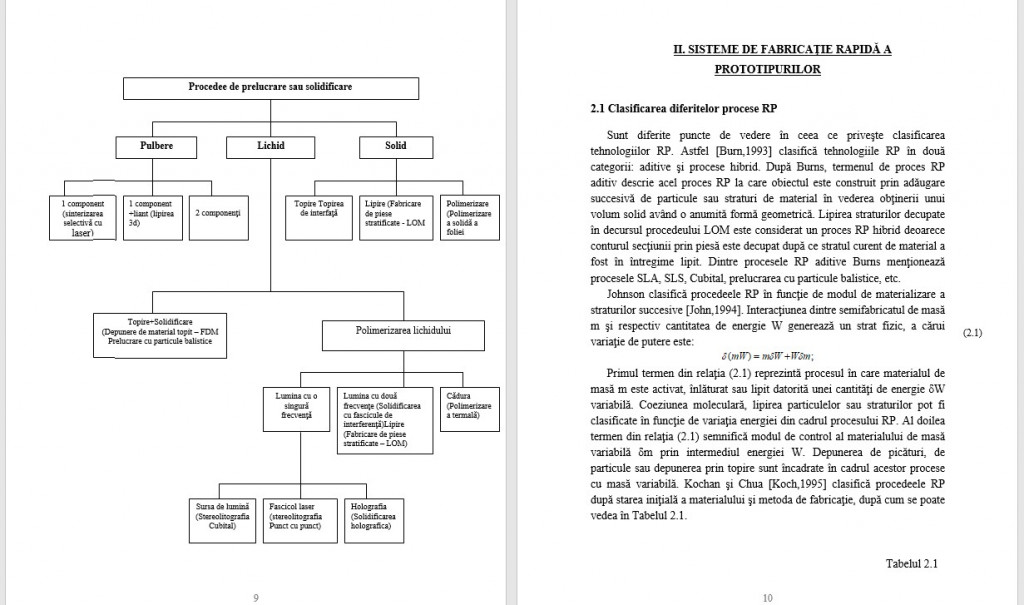
De regulă, majoritatea tehnologiilor RP construiesc piesa prin adăugarea de straturi succesive (vezi fig.1.1), excepţie făcând tehnologiile holografice. Modelele CAD solide sau de tip suprafeţe, trebuie convertite în format STL. Fişierul STL conţine o listă de faţete triunghiulare reprezentând suprafeţele obiectului ce trebuie construit, împreună cu un vector unitar (versor) normal la faţeta triunghiulară asociat ei. Faţetele triunghiulare sunt generate printr-o procedură numită “tesselation”. Fişierul în format STL este transmis maşinii RP. La marea majoritate a sistemelor RP, procesul de construire al modelului este complet automatizat, astfel încât operatorul poate lăsa maşina să lucreze singură, chiar şi-n timpul nopţii. Procesul durează de regulă mai multe ore, în funcţie de mărimea, complexitatea geometrică şi numărul pieselor construite simultan. Calculatorul sistemului RP va analiza fişierul STL, va secţiona în straturi succesive modelul CAD şi (în funcţie de tipul maşinii) va construi suporţi acolo unde este necesar. Secţiunile prin modelul CAD sunt materializate succesiv prin solidificarea unor lichide ori pulberi, prin topirea unor solide, lipirea unor straturi succesive de material, etc. În final, după ce modelul a fost construit, în funcţie de tipul sistemului, sunt necesare operaţii ulterioare de curăţare, îndepărtare a suporţilor etc.
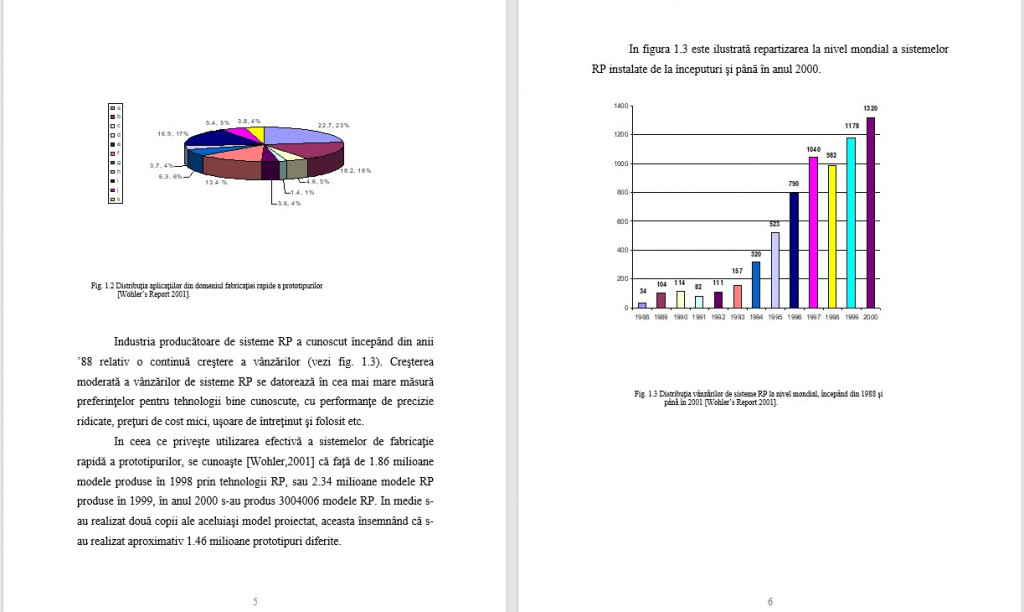
Se spune că diversitatea aplicaţiilor din domeniul RP este impresionantă şi este limitată numai de imaginaţie. Tehnologiile RP se aplică cu succes în industrie, medicină, arhitectură, medicină legală etc. După cum se poate observa şi din figura 1.2, modul în care sunt utilizate tehnologiile RP arată astfel:
a. Verificarea rolului funcţional al unui produs (22.7%);
b. Verificarea asamblării unor repere (18.2%);
c. Studii ergonomice (4.6%);
d. Estimarea preţului produselor (1.4%);
e. Oferte de fabricaţie (3.6%);
f. Modele pentru Rapid Tooling (RT) (13.4%);
g. Modele pentru turnarea metalelor (6.3%);
h. Fabricarea de scule (3.7%);
i. Verificarea ideilor de proiectare (16.9%);
j. Verificarea proiectării sculelor (5.4%);
k. Altele (3.8%).
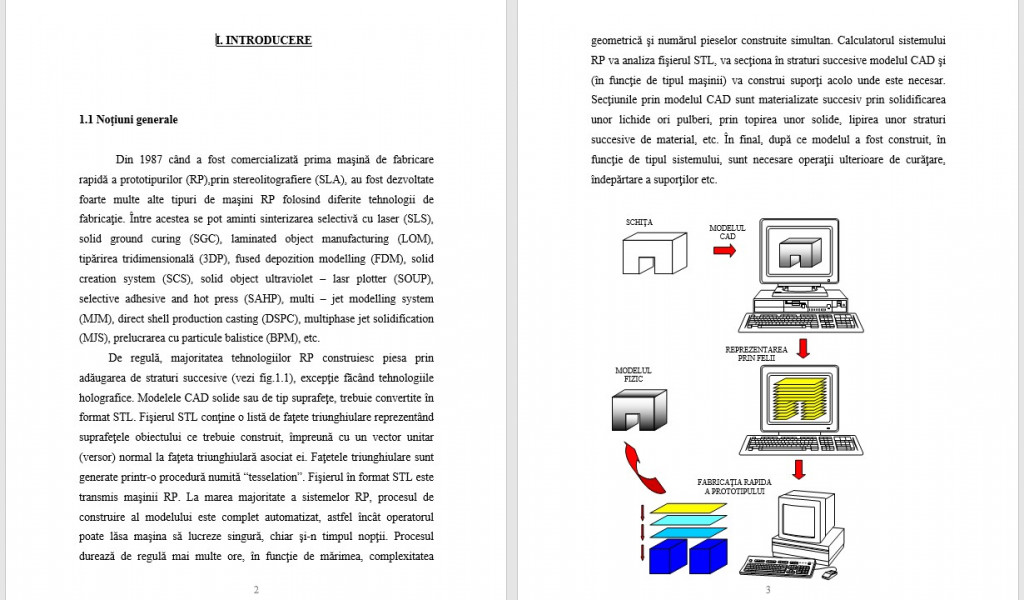
Industria producătoare de sisteme RP a cunoscut începând din anii ’88 relativ o continuă creştere a vânzărilor (vezi fig. 1.3). Creşterea moderată a vânzărilor de sisteme RP se datorează în cea mai mare măsură preferinţelor pentru tehnologii bine cunoscute, cu performanţe de precizie ridicate, preţuri de cost mici, uşoare de întreţinut şi folosit etc.
In ceea ce priveşte utilizarea efectivă a sistemelor de fabricaţie rapidă a prototipurilor, se cunoaşte [Wohler,2001] că faţă de 1.86 milioane modele produse în 1998 prin tehnologii RP, sau 2.34 milioane modele RP produse în 1999, în anul 2000 s-au produs 3004006 modele RP. In medie s-au realizat două copii ale aceluiaşi model proiectat, aceasta însemnând că s-au realizat aproximativ 1.46 milioane prototipuri diferite.
Astfel, dintr-un total de 6755 sisteme RP vândute până în anul 2001 avem în:
a) America de Nord (45.3%);
b) Asia/Pacific (28.6%);
c) Europa (24.6%);
d) In rest (1.5%).
În ultimii ani s-au publicat foarte multe lucrări, articole, cărţi în diverse jurnale sau la conferinţele din domeniul tehnologiilor de fabricare rapidă a prototipurilor. Între acestea pot fi menţionate lucrarea [John,1994] ce descrie majoritatea procedeelor RP, [Ippo,1995] în care se face o comparaţie între precizia geometrică şi rugozitatea suprafeţelor prelucrate pe sistemele SLA, SGC, SCS, FDM şi LOM, [Dick,1995] care trece în revistă o serie de tehnici de lucru şi respectiv aplicaţiile lor în domeniul RP, etc
1.2 Materiale folosite
Materia primă utilizată de aceste tehnologii poate fi: lichidă pulbere sau solidă. Procedeele care folosesc materia primă în stare lichidă, pot fi clasificate la rândul lor în două grupe:
Cele care folosesc polimeri lichizi, ca materiale de bază, iar solidificarea se realizează la impactul cu lumina, de la laser de mică putere sau prin încălzire (polimerizare termală).
Cele bazate pe topire, depunere şi de resolidificare a materialelor. Ele permit folosirea de metale precum şi plastic sau lichide. (procesul F.P.M)
Alte procedee folosesc ca materie primă pulberea. Legarea particulelor de pulbere poate fi realizată prin fuziune în aria de contact a particulelor de aceeaşi fel, sau cu particule dintr-un alt material, care se va construi ca material complementar special pentru acest proces (S.L.S), sau lipirea particulelor în zonele de interes cu substanţă specială (3D printing).
În final, unele procese folosesc materia primă în stare solidă în special folii subţiri. Câteva procedee realizează lipirea sau sudarea foliilor, în grosime, pentru a produce forma solicitată. Alte procedee, folosesc semipolimerizarea foliilor de plastic, care sunt fixate împreună printr-o altă foto polimerizare.
II. SISTEME DE FABRICAŢIE RAPIDĂ A PROTOTIPURILOR
2.1 Clasificarea diferitelor procese RP
Sunt diferite puncte de vedere în ceea ce priveşte clasificarea tehnologiilor RP. Astfel [Burn,1993] clasifică tehnologiile RP în două categorii: aditive şi procese hibrid. După Burns, termenul de proces RP aditiv descrie acel proces RP la care obiectul este construit prin adăugare succesivă de particule sau straturi de material în vederea obţinerii unui volum solid având o anumită formă geometrică. Lipirea straturilor decupate în decursul procedeului LOM este considerat un proces RP hibrid deoarece conturul secţiunii prin piesă este decupat după ce stratul curent de material a fost în întregime lipit. Dintre procesele RP aditive Burns menţionează procesele SLA, SLS, Cubital, prelucrarea cu particule balistice, etc.
Johnson clasifică procedeele RP în funcţie de modul de materializare a straturilor succesive [John,1994]. Interacţiunea dintre semifabricatul de masă m şi respectiv cantitatea de energie W generează un strat fizic, a cărui variaţie de putere este:
Primul termen din relaţia (2.1) reprezintă procesul în care materialul de masă m este activat, înlăturat sau lipit datorită unei cantităţi de energie δW variabilă. Coeziunea moleculară, lipirea particulelor sau straturilor pot fi clasificate în funcţie de variaţia energiei din cadrul procesului RP. Al doilea termen din relaţia (2.1) semnifică modul de control al materialului de masă variabilă δm prin intermediul energiei W. Depunerea de picături, de particule sau depunerea prin topire sunt încadrate în cadrul acestor procese cu masă variabilă. Kochan şi Chua [Koch,1995] clasifică procedeele RP după starea iniţială a materialului şi metoda de fabricaţie, după cum se poate vedea în Tabelul 2.1.
2.2 Procedee de fabricaţie rapidă a prototipurilor
2.2.1 Fabricarea de piese stratificate (LOM)
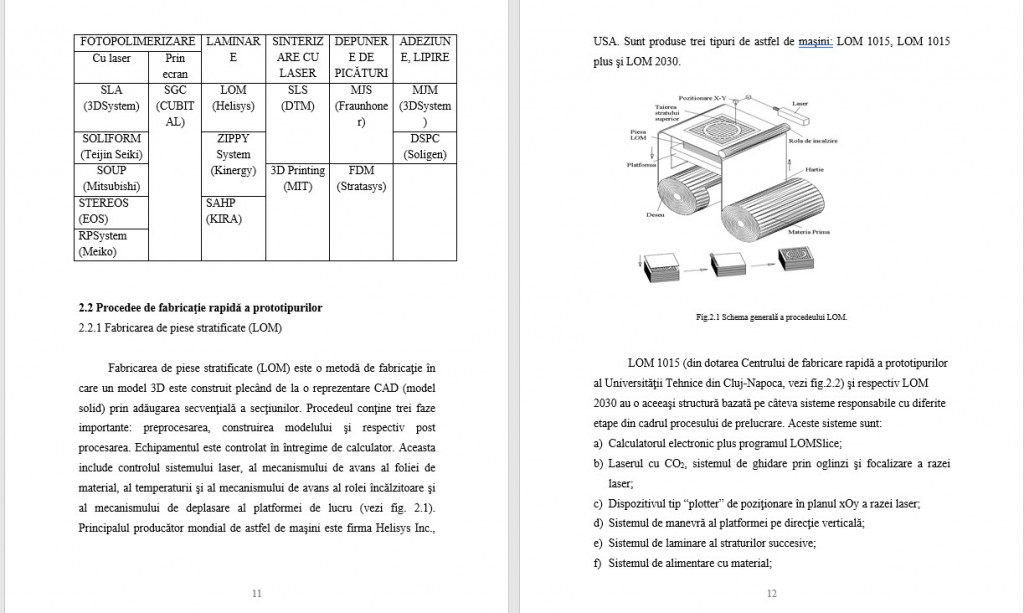
Fabricarea de piese stratificate (LOM) este o metodă de fabricaţie în care un model 3D este construit plecând de la o reprezentare CAD (model solid) prin adăugarea secvenţială a secţiunilor. Procedeul conţine trei faze importante: preprocesarea, construirea modelului şi respectiv post procesarea. Echipamentul este controlat în întregime de calculator. Aceasta include controlul sistemului laser, al mecanismului de avans al foliei de material, al temperaturii şi al mecanismului de avans al rolei încălzitoare şi al mecanismului de deplasare al platformei de lucru (vezi fig. 2.1). Principalul producător mondial de astfel de maşini este firma Helisys Inc., USA. Sunt produse trei tipuri de astfel de maşini: LOM 1015, LOM 1015 plus şi LOM 2030.
LOM 1015 (din dotarea Centrului de fabricare rapidă a prototipurilor al Universităţii Tehnice din Cluj-Napoca, vezi fig.2.2) şi respectiv LOM 2030 au o aceeaşi structură bazată pe câteva sisteme responsabile cu diferite etape din cadrul procesului de prelucrare. Aceste sisteme sunt:
a) Calculatorul electronic plus programul LOMSlice;
b) Laserul cu CO2, sistemul de ghidare prin oglinzi şi focalizare a razei laser;
c) Dispozitivul tip “plotter” de poziţionare în planul xOy a razei laser;
d) Sistemul de manevră al platformei pe direcţie verticală;
e) Sistemul de laminare al straturilor succesive;
f) Sistemul de alimentare cu material;
g) Sistemul de exhaustare.