1.1. Sistemele de control şi măsurare automate
Sistemele de control şi măsurare automate reprezintă o realitate palpabilă în cadrul întreprinderilor industriale actuale.
Informatica, electronica şi mecanica fină au atins capacităţi foarte înalte, fiecare în parte, însumarea lor conducând la sisteme mecanice de mare performanţă.
Sistemele de control şi măsurare reprezintă astăzi, prin excelenţă, aplicaţii mecanice.
Domeniul măsurărilor referitor la circularitate este unul foarte important, deoarece o mare parte a pieselor mecanice utilizate în ansamblurile produselor industriale sunt din clasa celor de revoluţie, adică includ preponderent suprafeţe circulare.
În cele ce urmează sunt prezentate o serie de echipamente de măsurare contemporane destinate determinării circularităţii, precum şi standardul ISO ce prezintă metoda unanim aprobată pentru acest capitol tehnic.
1.2. Măsurarea suprafeţelor
Măsurarea suprafeţelor de revoluţie cuprinde:
- măsurarea dimensiunilor (diametre, lungimi);
- măsurarea abaterilor de formă (abaterea de la rectilinitate, abaterea de la circularitate, abaterea de la cilindricitate şi abaterea de la forma suprafeţei);
- măsurarea abaterilor de poziţie (abaterea de la concentricitate şi abaterea de la coaxialitate);
- măsurarea abaterilor de orientare (abaterea de la paralerism şi abaterea de la perpendicularitate).
Dintre toate caracteristicile geometrice ale suprafeţelor de revoluţie, circularitatea are o importanţă şi o semnificaţie cu totul specială. Circularitatea reprezintă caracteristica cu cele mai mari implicaţii în asigurarea funcţionalităţii pieselor în cadrul subansamblelor şi ansamblelor din care fac parte.
De regulă, metoda de măsurare a dimensiunilor pieselor, cu ajutorul sistemelor de măsurare incluse în sistemele de prelucrare este aceea a măsurării relative. Măsurarea relativă este o metodă bazată pe compararea valorii unei mărimi de măsurat cu o valoare cunoscută a aceleaşi mărimi sau cu o valoare cunoscută a unei alte mărimi, care este o funcţie explicită de mărimea de măsurat. Măsurarea relativă sau comparativă se poate concretiza printr-o comparaţie simultană sau succesivă.
În comparaţia simultană, piesa măsurată este comparată nemijlocit cu una sau mai multe valori de referinţă ale aceleaşi mărimi, furnizate de etalon, care participă astfel la fiecare măsurare.
În comparaţia succesivă, etalonul nu participă la fiecare măsurare, el este folosit pentru măsurarea iniţială, aparatul stocând în „memoria" sa informaţia de etalonare. Această informaţie, primită o singură dată de la etalon, este apoi transmisă de către aparat la fiecare măsurare efectuată ulterior. „Memoria" aparatului este constituită din elemente mecanice, electrice sau de altă natură.
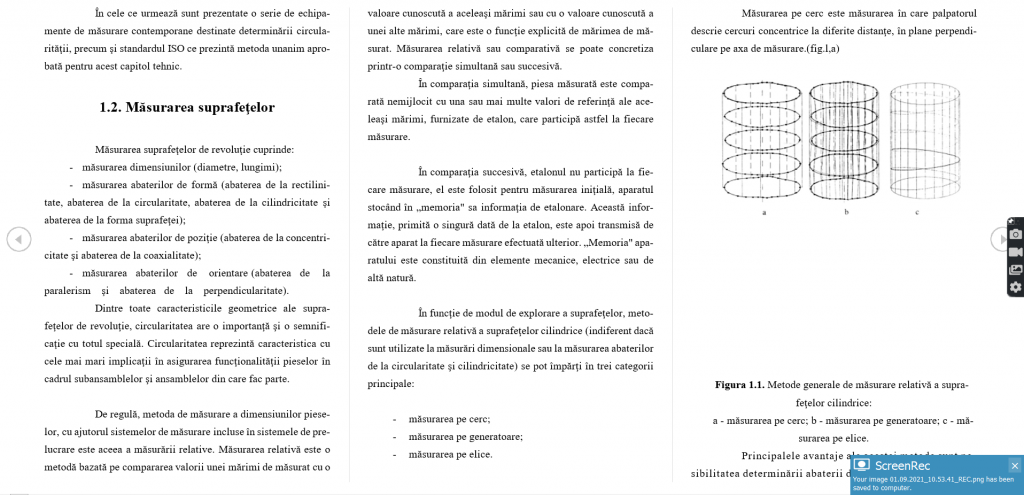
În funcţie de modul de explorare a suprafeţelor, metodele de măsurare relativă a suprafeţelor cilindrice (indiferent dacă sunt utilizate la măsurări dimensionale sau la măsurarea abaterilor de la circularitate şi cilindricitate) se pot împărţi în trei categorii principale:
- măsurarea pe cerc;
- măsurarea pe generatoare;
- măsurarea pe elice.
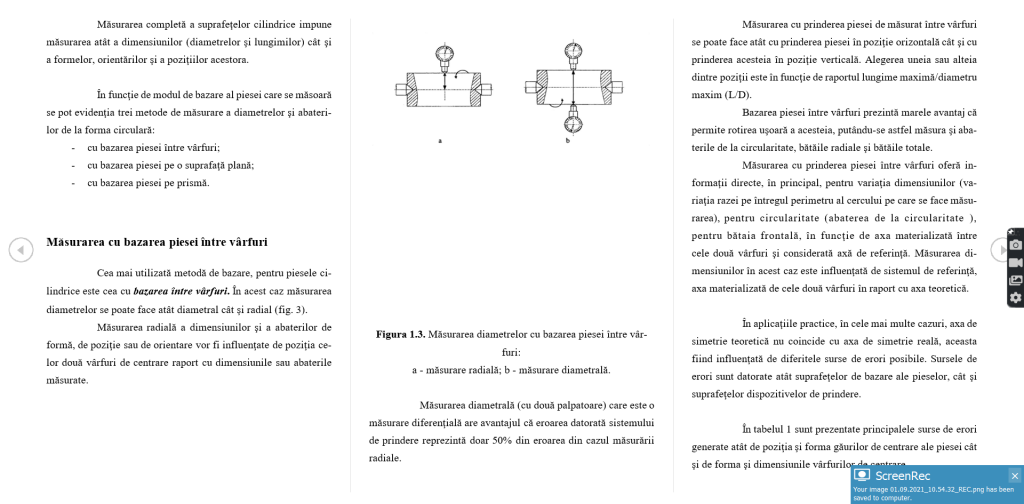
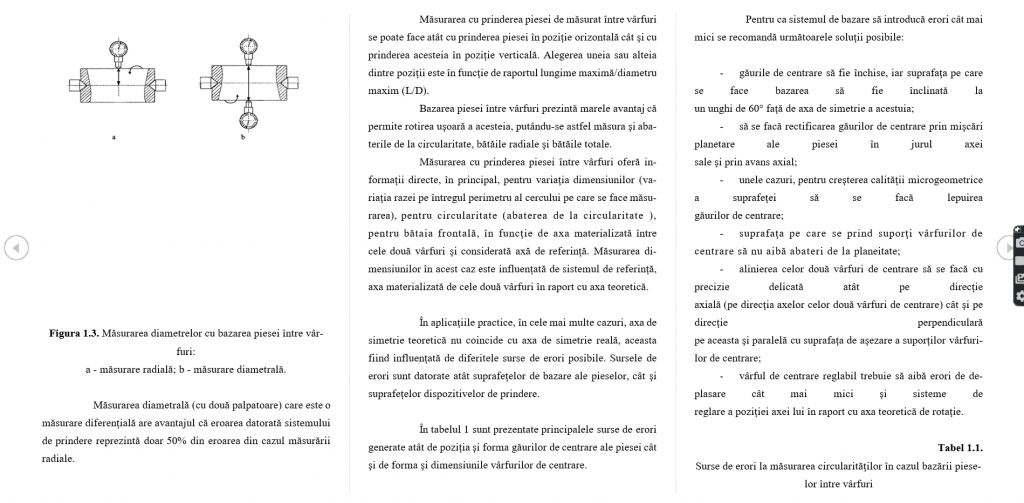
Măsurarea pe cerc este măsurarea în care palpatorul descrie cercuri concentrice la diferite distanţe, în plane perpendiculare pe axa de măsurare.(
Măsurarea diametrală (cu două palpatoare) care este o măsurare diferenţială are avantajul că eroarea datorată sistemului de prindere reprezintă doar 50% din eroarea din cazul măsurării radiale.
Măsurarea cu prinderea piesei de măsurat între vârfuri se poate face atât cu prinderea piesei în poziţie orizontală cât şi cu prinderea acesteia în poziţie verticală. Alegerea uneia sau alteia dintre poziţii este în funcţie de raportul lungime maximă/diametru maxim (L/D).
Bazarea piesei între vârfuri prezintă marele avantaj că permite rotirea uşoară a acesteia, putându-se astfel măsura şi abaterile de la circularitate, bătăile radiale şi bătăile totale.
Măsurarea cu prinderea piesei între vârfuri oferă informaţii directe, în principal, pentru variaţia dimensiunilor (variaţia razei pe întregul perimetru al cercului pe care se face măsurarea), pentru circularitate (abaterea de la circularitate ), pentru bătaia frontală, în funcţie de axa materializată între cele două vârfuri şi considerată axă de referinţă. Măsurarea dimensiunilor în acest caz este influenţată de sistemul de referinţă, axa materializată de cele două vârfuri în raport cu axa teoretică.
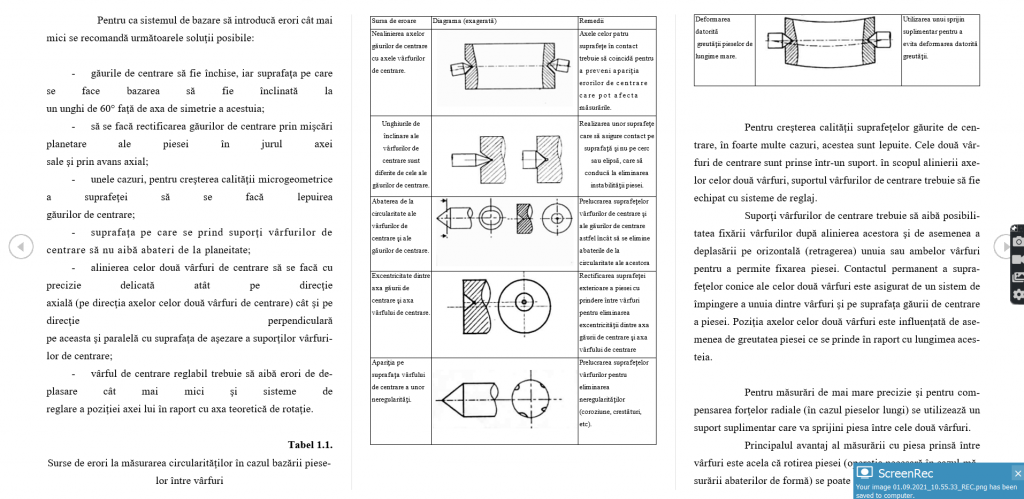
În aplicaţiile practice, în cele mai multe cazuri, axa de simetrie teoretică nu coincide cu axa de simetrie reală, aceasta fiind influenţată de diferitele surse de erori posibile. Sursele de erori sunt datorate atât suprafeţelor de bazare ale pieselor, cât şi suprafeţelor dispozitivelor de prindere.
În tabelul 1 sunt prezentate principalele surse de erori generate atât de poziţia şi forma găurilor de centrare ale piesei cât şi de forma şi dimensiunile vârfurilor de centrare.
Pentru ca sistemul de bazare să introducă erori cât mai mici se recomandă următoarele soluţii posibile:
- găurile de centrare să fie închise, iar suprafaţa pe care se face bazarea să fie înclinată la
un unghi de 60° faţă de axa de simetrie a acestuia;
- să se facă rectificarea găurilor de centrare prin mişcări planetare ale piesei în jurul axei
sale şi prin avans axial;
- unele cazuri, pentru creşterea calităţii microgeometrice a suprafeţei să se facă lepuirea
găurilor de centrare;
- suprafaţa pe care se prind suporţi vârfurilor de centrare să nu aibă abateri de la planeitate;
- alinierea celor două vârfuri de centrare să se facă cu precizie delicată atât pe direcţie
axială (pe direcţia axelor celor două vârfuri de centrare) cât şi pe direcţie perpendiculară
pe aceasta şi paralelă cu suprafaţa de aşezare a suporţilor vârfurilor de centrare;
- vârful de centrare reglabil trebuie să aibă erori de deplasare cât mai mici şi sisteme de
reglare a poziţiei axei lui în raport cu axa teoretică de rotaţie.
Cuprins:
Capitolul 1. Studiu documentar asupra noţiunii de abatere de la circularitate
1.1. Sisteme de control şi măsurare automată
1.2. Măsurarea suprafeţelor
1.3. Măsurarea abaterilor de la circularitate
1.3.1. Metoda măsurării variaţiei razei
1.3.2. Metoda măsurării prin două sau trei puncte
1.3.3. Metoda proiectului de profile
1.3.4. Metoda măsurării coordonatelor punctelor
Capitolul 2. Breviar de calcule mecanice
2.1. Studiu teoretic al contactului real dintre două solide
2.2. Calculul mecanic
2.2.1. Forţele care apar în dispozitivul cu prisme, la realizarea automatizării
2.3. Prezentarea motorului pas cu pas
2.4. Alegerea motorului electric pentru antrenarea piesei
Capitolul 3. Automatizarea inclusă de echipamentul mecatronic
3.1. Sisteme şi echipamente de automatizare unificate şi specializate
3.2. Reprezentarea sub formă de schemă bloc
3.3. Deosebirea dintre comandă şi reglare
3.4. Sistemul automatizării aplicaţiei impusă prin tema tehnică
Capitolul 4. Informatica inclusă de echipamentul mecatronic
4.1. Noţiuni despre programare algoritmi, scheme logice
4.2. Generarea sistemelor de comandă prin portul paralel al calculatorului
4.3. Pseudocod. Schemă logică
Capitolul 5. Electronica inclusă de echipamentul mecatronic
5.1. Dioda semiconductoare
5.2. Dioda Zener
5.3. Tranzistorul
5.4. Tehnologia cablajelor imprimate
Capitolul 6. Calculul tehnico – economic
Capitolul 7. Experimente. Concluzii
Bibliografie